1. Materiale
Hovedmateriale: EPS + Skummiddel + flammehæmmende middel (i henhold til kundens krav)
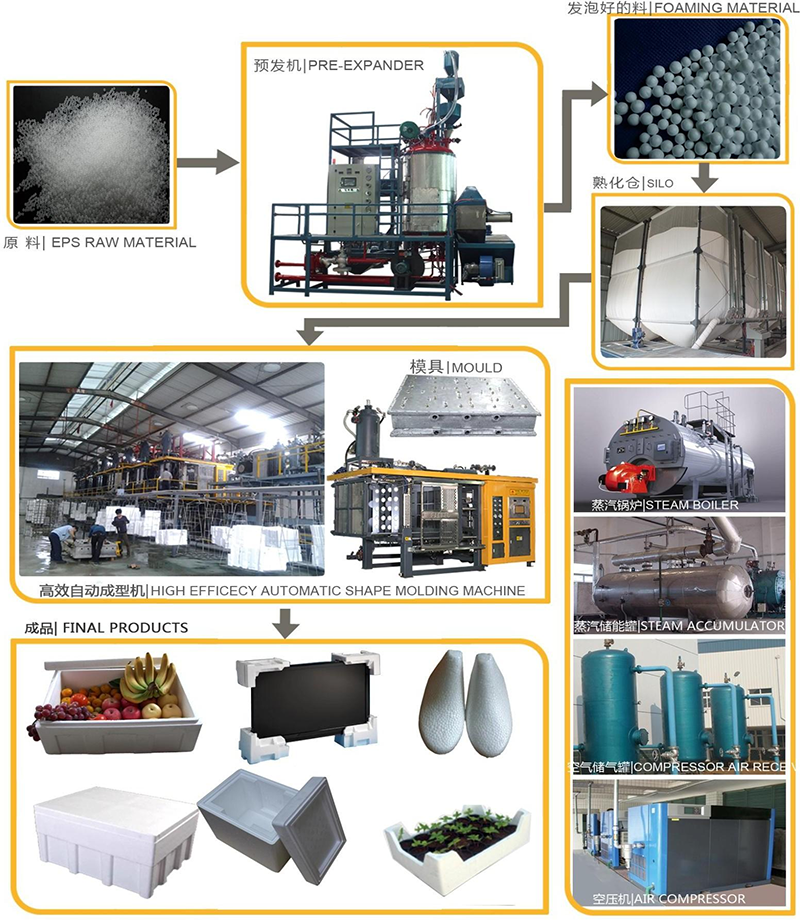
2.Procesintroduktion
A. Hældning og skumning: Sæt råmaterialet af perler, der indeholder skummiddel (pentan) i tragten, og tilfør automatisk den automatiske batch-forskumningsmaskine. Under denne proces bliver polymerpartiklerne, der indeholder skummiddel, blødgørende under dampopvarmning, skumningstemperaturen er ca. 100°C, og skummidlet fordampes. Resultatet er ekspansion inden for hver perle, der danner adskillige celler. Og danner afbrudte celler, i denne proces skal perlerne forblive spredte og fritflydende.
B. Tørring: Perlerne tørres gennem et fluidiseret skumtørreleje, og temperaturen styres til ca. 50 °C.
C. Hærdning: De tørrede råmaterialer indføres i hærdningssiloen af den inducerede trækventilator, og den selvopvarmende hærdning er omkring 6 timer. Hærdningstiden er korrekt justeret i henhold til den eksterne temperatur. Rebounding trænger luften ind i cellens indre gennem cellemembranen, så trykket i cellen balanceres med det ydre tryk. Dette vil gøre de forhårede perler elastiske.
D. Sprøjtestøbning: De forhærdede perler opvarmes med damp, og de vil udvide sig efter at være blevet opvarmet for at generere tryk. På dette tidspunkt blødgøres polymeren og udvides igen og udfylder hullet mellem perlerne for at danne en hel blok for at danne et skumplastprodukt.
E.Køling og afformning: Den er formet af vakuum eller blæser
afkøling, og efter formning bruges trykluftens slagkraft til at gøre produktet bedre af formen. Efter at være blevet kastet ud, vises pladens vægt, og pladen kan transporteres med en gaffeltruck til hærdningslageret eller sendes direkte til hærdningslageret med et transportbånd til hærdning.
F. Aldring: Efter en uges hærdetid har partiklerne inde i den store plade en tendens til at være stabile og kan skæres i overensstemmelse med den størrelse, kunden kræver, og størrelsen på den hærdede plade vil ikke ændre sig.
G. Cut
Computer justerer automatisk ledningen, høj skærenøjagtighed
Vibrationsskæring af benzenplade med høj skæreeffektivitet
Høj grad af automatisering og høj produktionseffektivitet
Indlægstid: 29. december 2023